Зернистость абразивного инструмента
Одним из ключевых эксплуатационных параметров абразивного материала является его зернистость, которая регламентирует требования к крупности абразивного материала.
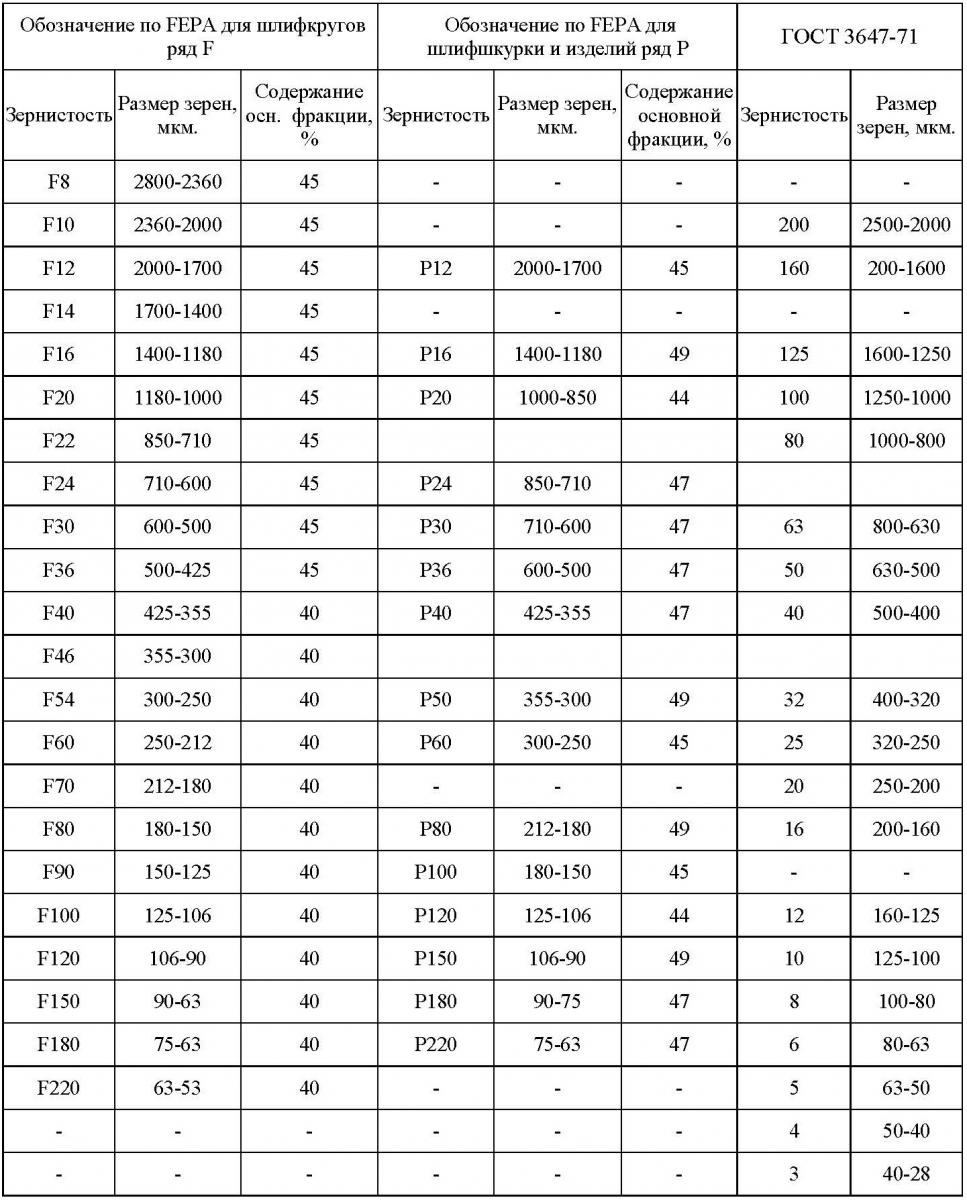
Параметры абразивных зёрен жестко регламентированы и в настоящий момент во всех странах Европы приведены к одному виду:
Зернистость выбирается в зависимости от следующих факторов:
- количества снимаемого при обработке материала;
- требуемого класса шероховатости и точности обработки поверхности;
- физических свойств обрабатываемого материала;
- требуемой в автоматическом цикле шлифования стойкости кругов между правками.
На этом основании по номеру зернистости можно установить целый ряд параметров обработки и спрогнозировать шероховатость обработанной поверхности:
Справка. С уменьшением размера абразивных зерен повышается их режущая способность за счет возрастания числа зерен на единице рабочей поверхности, уменьшения радиусов округления зерен, меньшего износа отдельных зерен. Однако уменьшение размера зерен приводит к значительному уменьшению пор круга, что вызывает необходимость снижения глубины шлифования и величины снимаемого на операции припуска. Чем мельче абразивные зерна в инструменте, тем меньше в единицу времени снимается материала с обрабатываемой детали. В настоящее время, при использовании кругов из белого электрокорунда, широкое применение находят шлифовальные круги из так называемых промежуточных (F70, F54) зернистостей. Применение кругов зернистостью F54, вместо шлифкругов зернистостью F46, позволяет повысить стойкость круга до 60% и снизить шероховатость поверхности.
Таким образом, рациональное сочетание режима обработки, правки инструмента и его зернистости позволяет получать высокие точность и качество обработки поверхности, разную стойкость кругов между правками.
В приведенной выше таблице чётко устанавливается зависимость между зернистостью и шероховатостью поверхности.
На основании приведенных данных можно сделать следующие выводы:

Абразивный инструмент с использованием крупных номеров зёрен применяются
- при обдирочных операциях с удалением больших припусков,
- при обработке материалов, которые вызывают заполнение пор круга, например, при обработке латуни, меди, алюминия.
- при большой площади контакта круга с обрабатываемой деталью (торцевое, внутреннее шлифование)
Средне - и мелкозернистые инструменты применяются для получения шероховатости в пределах Ra 0,32-0,03; при обработке закаленных сталей и твердых сплавов, при окончательном шлифовании, заточке и доводке инструментов; при высоких требованиях к точности обрабатываемого профиля детали.