Зернистість абразивного інструменту
Одним із ключових експлуатаційних параметрів абразивного матеріалу є його зернистість, яка регламентує вимоги до крупності абразивного матеріалу.
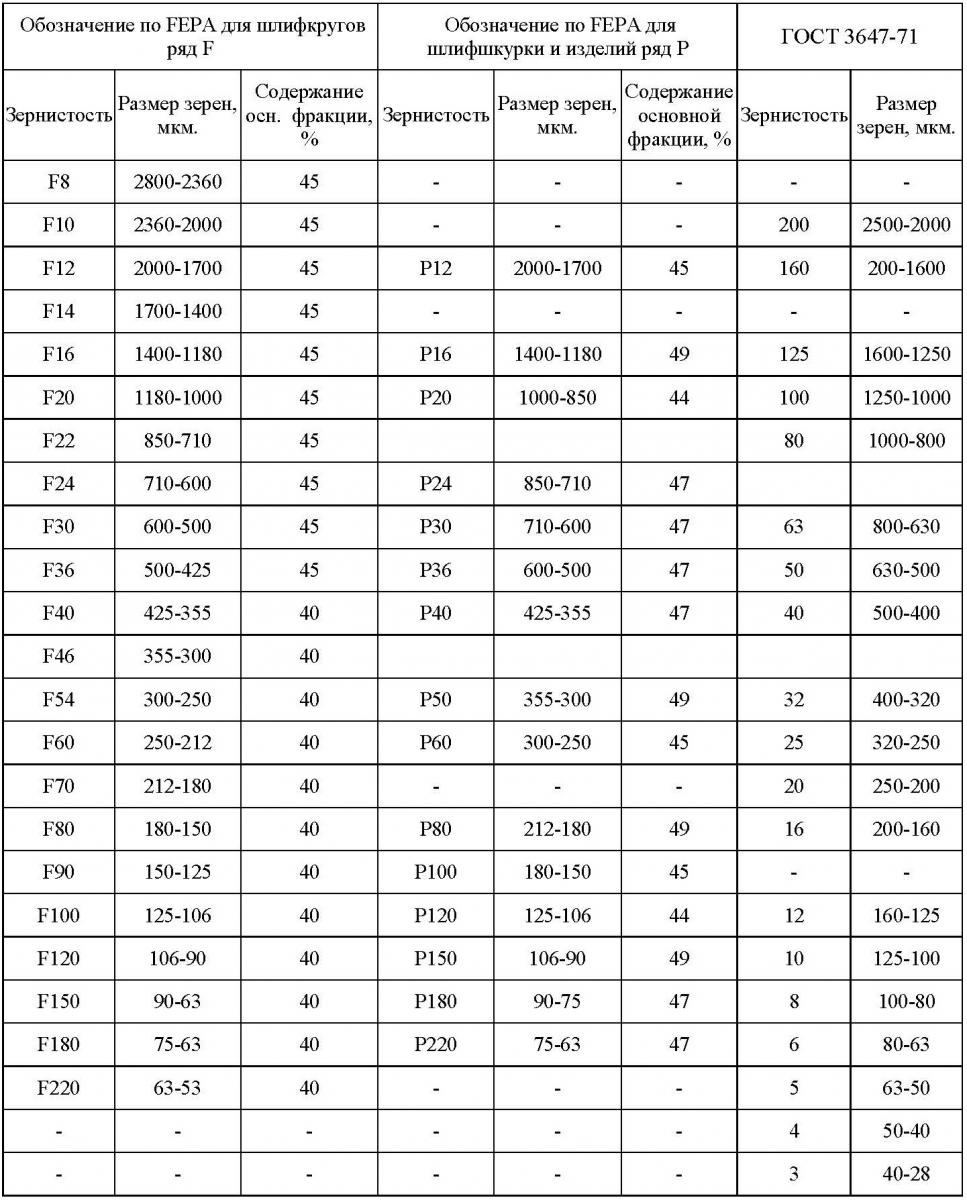
Параметри абразивних зерен жорстко регламентовані і зараз у всіх країнах Європи наведені до одного виду:
Зернистість вибирається залежно від наступних факторів:
- кількості матеріалу, що знімається при обробці;
- необхідного класу шорсткості та точності обробки поверхні;
- фізичних властивостей оброблюваного матеріалу;
- необхідної в автоматичному циклі шліфування стійкості кіл між правками.
На цій підставі за номером зернистості можна встановити цілу низку параметрів обробки та спрогнозувати шорсткість обробленої поверхні:
Довідка. Зі зменшенням розміру абразивних зерен підвищується їхня ріжуча здатність за рахунок зростання числа зерен на одиниці робочої поверхні, зменшення радіусів округлення зерен, меншого зносу окремих зерен. Однак зменшення розміру зерен призводить до значного зменшення пор кола, що викликає необхідність зниження глибини шліфування і величини припуску, що знімається на операції. Чим дрібніше абразивні зерна в інструменті, тим менше в одиницю часу знімається матеріалу з деталі, що обробляється. В даний час, при використанні кіл з білого електрокорунду, широке застосування знаходять шліфувальні круги з проміжних (F70, F54) зернистостей. Застосування кіл зернистістю F54, замість шліфколів зернистістю F46, дозволяє підвищити стійкість кола до 60% і знизити шорсткість поверхні.
Таким чином, раціональне поєднання режиму обробки, правки інструменту та його зернистості дозволяє отримувати високі точність та якість обробки поверхні, різну стійкість кіл між правками.
У наведеній вище таблиці чітко встановлюється залежність між зернистістю та шорсткістю поверхні.
На підставі наведених даних можна зробити такі висновки:

Абразивний інструмент з використанням великих номерів зерен застосовуються
- при обдирних операціях з видаленням великих припусків,
- при обробці матеріалів, що викликають заповнення пір кола, наприклад, при обробці латуні, міді, алюмінію.
- при великій площі контакту кола з оброблюваною деталлю (торцеве, внутрішнє шліфування)
Середньо- та дрібнозернисті інструменти застосовуються для отримання шорсткості в межах Ra 0,32-0,03; при обробці загартованих сталей та твердих сплавів, при остаточному шліфуванні, заточуванні та доведенні інструментів; при високих вимогах до точності профілю профілю, що обробляється деталі.