Твердість абразивного інструменту
Твердість абразивного інструменту поняття вкрай відносне та інтерпретується по-різному. Фізичний зміст: твердість означає опір, за допомогою якого сполучна речовина перешкоджає випаданню абразивних зерен із шліфувального круга або іншого абразивного інструменту.
Абразивні зерна в міру їх затуплення повинні оновлюватися шляхом сколювання або фарбування частинок. При занадто твердому колі зв'язка продовжує утримувати зерна, що затупилися і втратили ріжучу здатність. В результаті процес різання припиняється і замінюється процесом тертя з високими контактними температурами, при цьому на процес шліфування витрачається велика потужність, вироби нагріваються (можливе їх жолоблення), на поверхні з'являються сліди дроблення, ризики, припали та інші дефекти. При надто м'якому колі зерна, що не втратили своєї ріжучої здатності, вифарбовуються, змінюється геометрія абразивного інструменту, збільшується його знос. В результаті процес шліфування стає неефективним, з'являється вібрація, необхідне примусове виправлення кола. В обох випадках знижується інтенсивність знімання матеріалу, підвищується шорсткість поверхні.
В абразивній галузі прийнято умовну градацію абразивного інструменту за ступенем твердості, яка вимірюється піскоструминним контактним способом або звуковим безконтактним (іноді комплексно). Ступені твердості регламентовані відповідними стандартами та дозволяють ідентифікувати фізико-механічні властивості абразивного інструменту.
Безконтактний метод прийнятий тільки в російських стандартах і охоплює не всі види абразивного інструменту, точної відповідності з піскоструминним методом немає. Але є перевага: у процесі перевірки виявляються кола (вироби) із тріщинами, нерівномірною твердістю тощо.
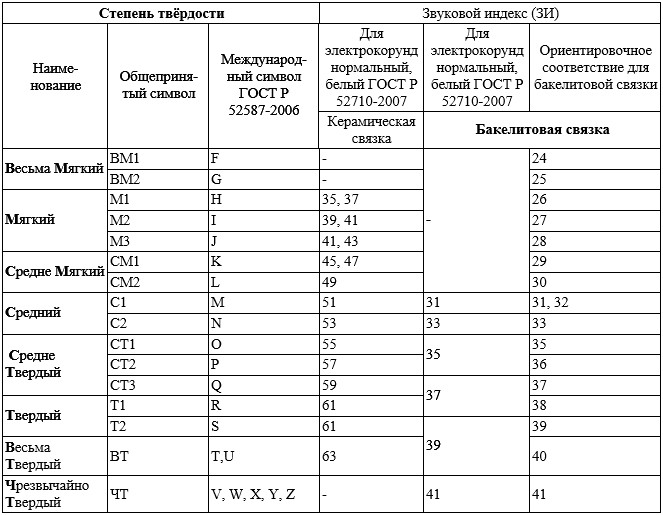
Ступені твердості, орієнтовне співвідношення твердостей за різними стандартами та різними методами наведено нижче в таблиці:
При виборі твердості абразивного інструменту слід враховувати такі фактори:
- хімічні та фізико-механічні властивості оброблюваного матеріалу;
- величина площі контакту між шліфувальним інструментом та оброблюваним виробом;
- Режими обробки;
- Потужність приводу верстата;
- технічний стан верстата.
Найбільш загальні рекомендації щодо вибору твердості представлені в таблиці:

Провідні європейські фахівці прив'язують вибір твердості інструменту до твердості матеріалу, що обробляється. Але це має розглядатись у кожному випадку окремо.
При виборі твердості кола необхідно керуватися такими загальновизнаними постулатами:
- При обробці матеріалів з високою твердістю абразивні зерна інтенсивніше стираються та затуплюються. Видалення зерен, що затупилися, швидше відбувається в порівняно м'яких колах. Тому для обробки твердих матеріалів слід застосовувати м'які абразивні інструменти, а для обробки матеріалів невисокої твердості більш тверді. Виняток становить мідь, алюміній, свинець, нержавіюча та жароміцна сталі, які шліфують м'яким інструментом. При обробці в'язких матеріалів відходи шліфування заповнюють пори кола, і він стає непридатним до роботи. Тоді редагування кола необхідне, хоча абразивні зерна в цьому випадку можуть бути ще дуже гострими.
- Зі збільшенням площі контакту між колом і виробом тиск на одиницю кола зменшується і, отже, оновлення зерен, що затупилися, не може. У цьому випадку слід використовувати м'якіший інструмент.
- Чим більша окружна швидкість кола, за інших рівних умов, тим м'якіший інструмент слід застосовувати. При інтенсивних режимах роботи – при великій швидкості виробу та поперечній подачі – застосовуються твердіші кола.
- Для попередніх операцій можна використовувати абразивний інструмент більш високої твердості, ніж для чистових.
- При шліфуванні без охолодження (всуху) слід використовувати м'якіші кола, ніж під час роботи з охолодженням.
- При шліфуванні нерівних, уривчастих поверхонь застосовують твердіші інструменти, ніж при шліфуванні рівних поверхонь.
- На автоматичних верстатах стійких та жорстких конструкцій зі спокійним ходом шпинделя застосовуються м'якіші кола, ніж на верстатах із ручними подачами.
- Дрібнозернисті інструменти мають бути відносно меншою твердістю, а крупнозернисті - більшою.
- При заточуванні лез загартованих інструментів, при шліфуванні та заточуванні пластинок з твердих сплавів, при обробці поверхонь виробів, що погано відводять тепло, тонких, з отворами (типу труб) тощо. застосовують м'які шліфувальні круги.
- За однакових умов шліфування, абразивний інструмент на бакелітовій зв'язці повинен бути на два ступені твердіший, ніж аналогічний на керамічному зв'язуванні.
- М'які кола економічніші за тверді, тому що рідше правляться і дозволяють вести обробку з більш інтенсивними режимами. Однак твердість їх не повинна бути низькою, щоб вони швидко не зношувалися та не втрачали форму, особливо при врізному шліфуванні.
Слід врахувати, що від твердості кола значною мірою залежить і шорсткість обробленої поверхні. Правда прямої залежності не виявлено. Досвідченим шляхом встановлюється оптимальне значення.