Твердость абразивного инструмента
Твёрдость абразивного инструмента понятие крайне относительное и интерпретируется по-разному. Физический смысл: твёрдость означает сопротивление, с помощью которого связующее вещество препятствует выпадению абразивных зёрен из шлифовального круга или другого абразивного инструмента.
Абразивные зерна по мере их затупления должны обновляться путем скалывания или выкрашивания частиц. При слишком твердом круге связка продолжает удерживать затупившиеся и потерявшие режущую способность зерна. В результате процесс резания прекращается и заменяется процессом трения с высокими контактными температурами, при этом на процесс шлифования расходуется большая мощность, изделия нагреваются (возможно их коробление), на поверхности появляются следы дроблении, риски, прижоги и другие дефекты. При слишком мягком круге зерна, не утратившие свою режущую способность, выкрашиваются, меняется геометрия абразивного инструмента, увеличивается его износ. В результате процесс шлифования становится неэффективным, появляется вибрация, необходима принудительная правка круга. В обоих случаях снижается интенсивность съема материала, повышается шероховатость поверхности.
В абразивной отрасли принята условная градация абразивного инструмента по степени твёрдости, которая измеряется пескоструйным контактным способом или звуковым бесконтактным (иногда комплексно). Степени твёрдости регламентированы соответствующими стандартами и позволяют идентифицировать физико-механические свойства абразивного инструмента.
Бесконтактный метод принят только в российских стандартах и охватывает не все виды абразивного инструмента, точного соответствия с пескоструйным методом нет. Но есть преимущество: в процессе проверки выявляются круги (изделия) с трещинами, неравномерной твёрдостью и т.д.
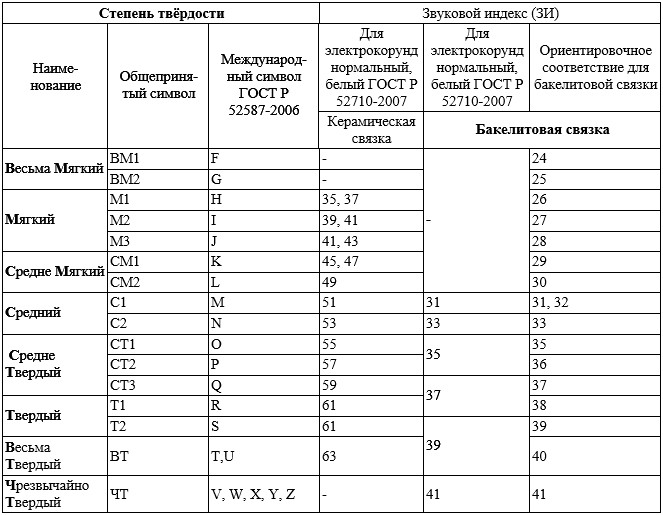
Степени твёрдости, ориентировочное соотношение твердостей по разным стандартам и разными методами приведены ниже в таблице:
При выборе твердости абразивного инструмента следует учитывать следующие факторы:
- химические и физико-механические свойства обрабатываемого материала;
- величина площади контакта между шлифовальным инструментом и обрабатываемым изделием;
- режимами обработки;
- мощность привода станка;
- техническое состояние станка.
Наиболее общие рекомендации по выбору твёрдости представлены в таблице:

Ведущие европейские специалисты привязывают выбор твёрдости инструмента к твёрдости обрабатываемого материала. Но это должно рассматриваться в каждом случае отдельно.
При выборе твердости круга необходимо руководствоваться следующими общепризнанными постулатами:
- При обработке материалов с высокой твердостью абразивные зёрна интенсивнее истираются и затупляются. Удаление затупившихся зерен скорее происходит в сравнительно мягких кругах. Поэтому для обработки твердых материалов следует применять мягкие абразивные инструменты, а для обработки материалов невысокой твердости - более твердые. Исключение составляет медь, алюминий, свинец, нержавеющая и жаропрочная стали, которые шлифуют мягким инструментом. При обработке вязких материалов отходы шлифования заполняют поры круга, и он становится не пригодным для работы. Тогда правка круга необходима, хотя абразивные зерна в этом случае могут быть еще очень острыми.
- С увеличением площади контакта между кругом и изделием давление на единицу круга уменьшается и, следовательно, обновление затупившихся зерен затрудняется. В этом случае следует использовать более мягкий инструмент.
- Чем больше окружная скорость круга, при прочих равных условиях, тем более мягкий инструмент следует применять. При интенсивных режимах работы - при большой скорости изделия и поперечной подаче - применяются более твердые круги.
- Для предварительных операций можно применять абразивный инструмент более высокой твёрдости, чем для чистовых.
- При шлифовании без охлаждения (всухую) следует использовать более мягкие круги, чем при работе с охлаждением.
- При шлифовании неровных, прерывистых поверхностей применяют более твердые инструменты, чем при шлифовании ровных поверхностей.
- На автоматических станках устойчивых и жестких конструкций со спокойным ходом шпинделя применяются более мягкие круги, чем на станках с ручными подачами.
- Мелкозернистые инструменты должны быть относительно меньшей твердости, а крупнозернистые - большей.
- При заточке лезвий закаленных инструментов, при шлифовании и заточке пластинок из твердых сплавов, при обработке поверхностей изделий, плохо отводящих тепло, тонких, с отверстиями (типа труб) и т.п. применяют мягкие шлифовальные круги.
- При одинаковых условиях шлифования, абразивный инструмент на бакелитовой связке должен быть на две степени тверже, чем аналогичный на керамической связке.
- Мягкие круги экономичнее твердых, так как реже правятся и позволяют вести обработку с более интенсивными режимами. Однако твердость их не должна быть низкой, чтобы они быстро не изнашивались и не теряли форму, особенно при врезном шлифовании.
Следует учесть, что от твёрдости круга в значительной степени зависит и шероховатость обработанной поверхности. Правда прямой зависимости не выявлено. Опытным путём устанавливается оптимальное значение.